The bio organic fertilizer production line is a specialized production system used to convert various organic wastes (such as livestock manure, crop straw, food processing waste, etc.) into high-quality bio organic fertilizers. This production line uses microbial fermentation technology to convert nutrients from organic waste into forms that plants can absorb, while utilizing beneficial microorganisms to improve soil structure and enhance soil fertility.
Equipment Composition
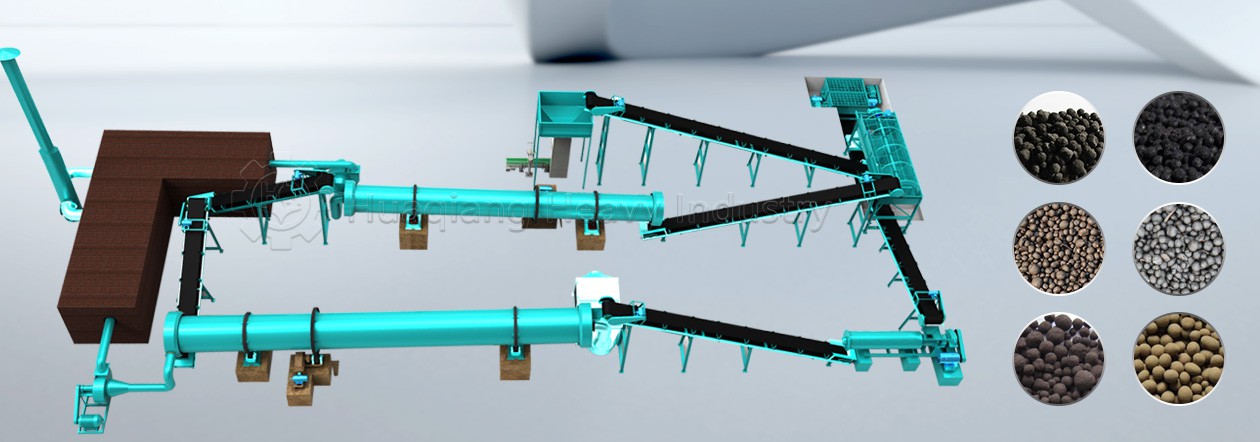
The bio organic fertilizer production line mainly consists of the following equipment: Raw material pretreatment equipment: including crushers and screening machines, used to crush organic raw materials to a particle size suitable for fermentation while removing impurities. Fermentation equipment: such as turntables, fermentation tanks, etc., used to control the fermentation process of organic matter and convert it into fertilizer through microbial action. Post processing equipment: including granulator, dryer, cooling machine, screening machine, used to further process the fermented organic matter into granular fertilizer for storage and use. Mixing equipment: used to mix fermented organic matter with other additives (such as microbial agents, trace elements, etc.) evenly. Packaging equipment: Automatic packaging machine, used to package finished organic fertilizers into bags or boxes for easy sales and transportation. Control system: including PLC control system, used to monitor and adjust key parameters in the production process, such as temperature, humidity, oxygen content, etc., to ensure the efficient progress of the fermentation process.
Granulation process
1. Raw material pretreatment Raw material collection and crushing: Collect organic waste such as livestock and poultry manure, crop straw, food processing waste, etc., and crush them into particles suitable for fermentation through a grinder. Raw material mixing: Mix the crushed raw materials with a certain proportion of water and fermentation agents, adjust the humidity and microbial activity of the raw materials, and prepare for the fermentation process. Raw material composting pretreatment: In the pretreatment stage, by flipping and other operations, the raw materials are fully mixed to promote initial microbial activity and lay the foundation for subsequent fermentation processes. 2. Fermentation High temperature fermentation: The pre treated raw materials are sent to fermentation equipment (such as fermentation tanks, fermentation tanks, or turntables), and through microbial action, the raw materials are fermented at high temperatures. During the fermentation process, it is necessary to regularly flip or stir to provide sufficient oxygen, control the fermentation temperature, and promote the decomposition of organic matter. Fermentation process control: By monitoring key parameters such as temperature, humidity, and oxygen content, adjusting fermentation conditions to ensure efficient fermentation and the production of high-quality organic fertilizer raw materials. 3. Post processing Raw material drying: After fermentation, the raw materials are dried to remove excess moisture, improving the stability and storage capacity of organic fertilizers. Granulation: Use a granulator to process the dried organic fertilizer raw materials into granules for easy transportation and use. Screening and mixing: Use a screening machine to select particles that meet the particle size requirements, remove particles that are too large or too small, and then mix them evenly with other additives (such as microbial agents, trace elements, etc.) to improve the nutritional comprehensiveness and biological activity of organic fertilizers. 4. Packaging and Storage Finished product packaging: The finished bio organic fertilizer is packaged into bags or boxes using an automatic packaging machine, ready for sale or storage. Finished product inspection: Conduct quality inspection on the packaged bio organic fertilizer to ensure that the product meets national or industry standards.
Process characteristics
Environmental protection and energy conservation: The bio organic fertilizer production line adopts microbial fermentation technology, which not only effectively treats organic waste and reduces environmental pollution, but also has low energy consumption during the production process, meeting the requirements of green production.
Improving soil quality: Bioorganic fertilizers are rich in organic matter and beneficial microorganisms, which can improve soil structure, enhance soil fertility, promote crop growth, reduce fertilizer use, and have important significance for sustainable agricultural development.
Wide range of raw materials: The production line can handle a variety of organic waste, with a wide range of raw material sources, which not only solves the problem of waste disposal but also realizes the recycling of resources.
High product quality: By strictly controlling the fermentation process and post-treatment technology, the bio organic fertilizer production line can produce bio organic fertilizers with stable quality, rich nutrition, and easy crop absorption.
High degree of automation: Production lines are usually equipped with advanced automation control systems to achieve full automation from raw material processing to finished product packaging, improve production efficiency, and reduce labor costs.
Huaqiang Heavy Industry has a professional R&D team that continuously innovates and develops multiple patented technologies to ensure the high efficiency, energy saving, and environmental performance of equipment.
The company has passed ISO9001 international quality management system certification, and all products are produced according to strict quality standards to ensure the stability and durability of equipment.
Huaqiang Heavy Industry provides personalized customization services, designing and manufacturing production lines according to customers' specific needs to meet the production needs of organic fertilizers of different scales and types.
We are a high-quality manufacturer of organic fertilizer equipment Providing excellent consultation and after-sales service